Week 9
Molding and casting
Assignment
Design a 3D mold, machine it, and cast parts from it.
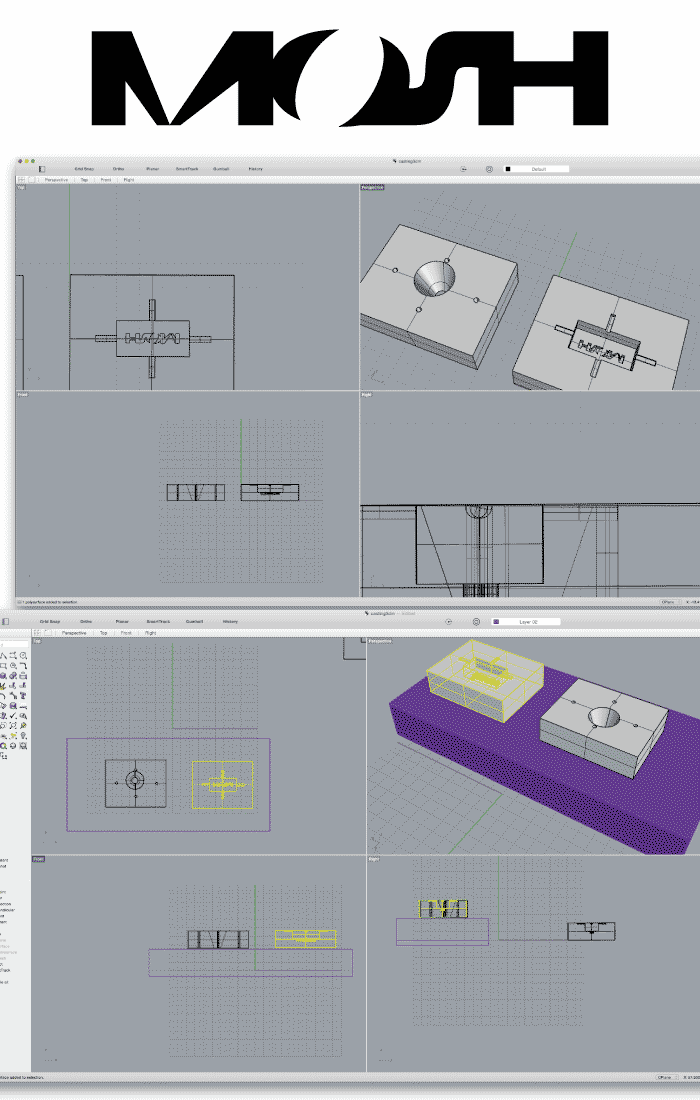
I want to make a stamp out of metal of our logo in order to stamp our ceramic pieces. I just took a course on molding and casting with an old method of sand casting. There I learned that it is important when you pour hot metal into your mold you need to have almost like a bowl or a cone upside down where you pour the hot metal in. I decided to make a two sided mold so I would have this bowl and air holes all part of my mold. I imported our logo into Rhino and designed the stamp there and the mold and the mold of the mold.
Then I imported my obj file from Rhino into PartWorks. I went into the Modula player, a software for the Modula in order to see the setting it has for machineable wax so there I saw that I would want the spindle speed to be 6500 r.p.m. Here are my first settings in PartWorks
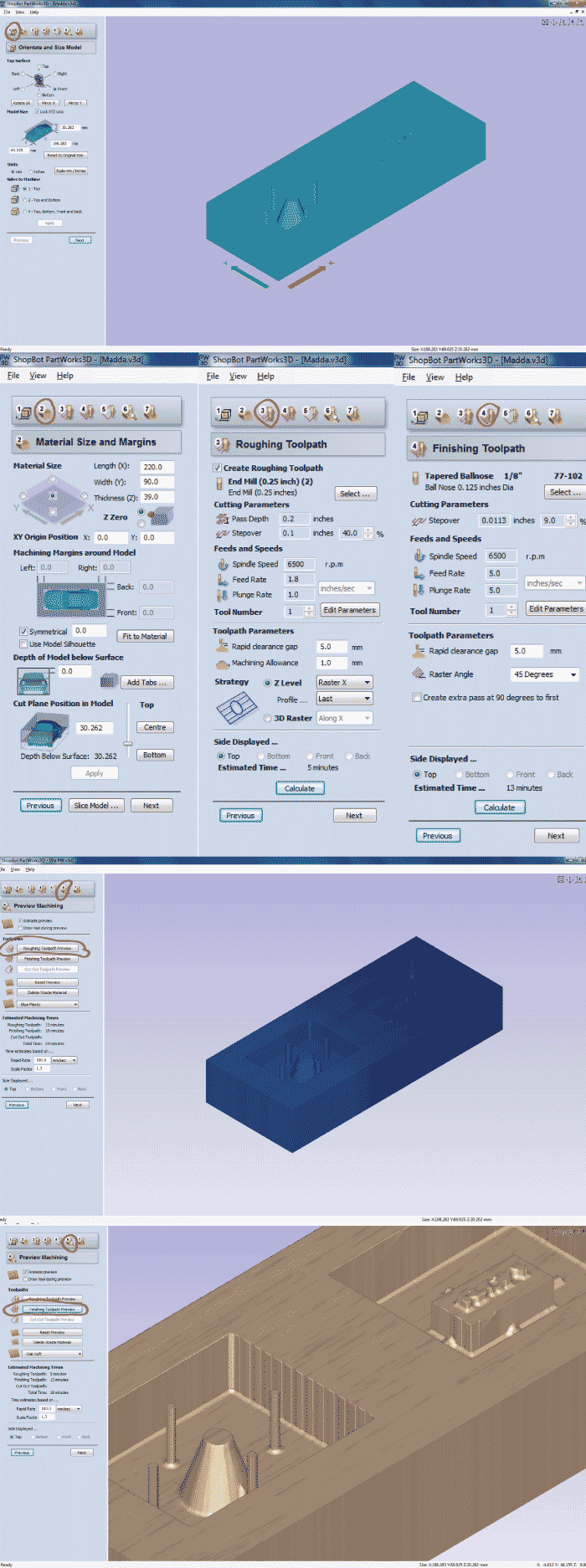
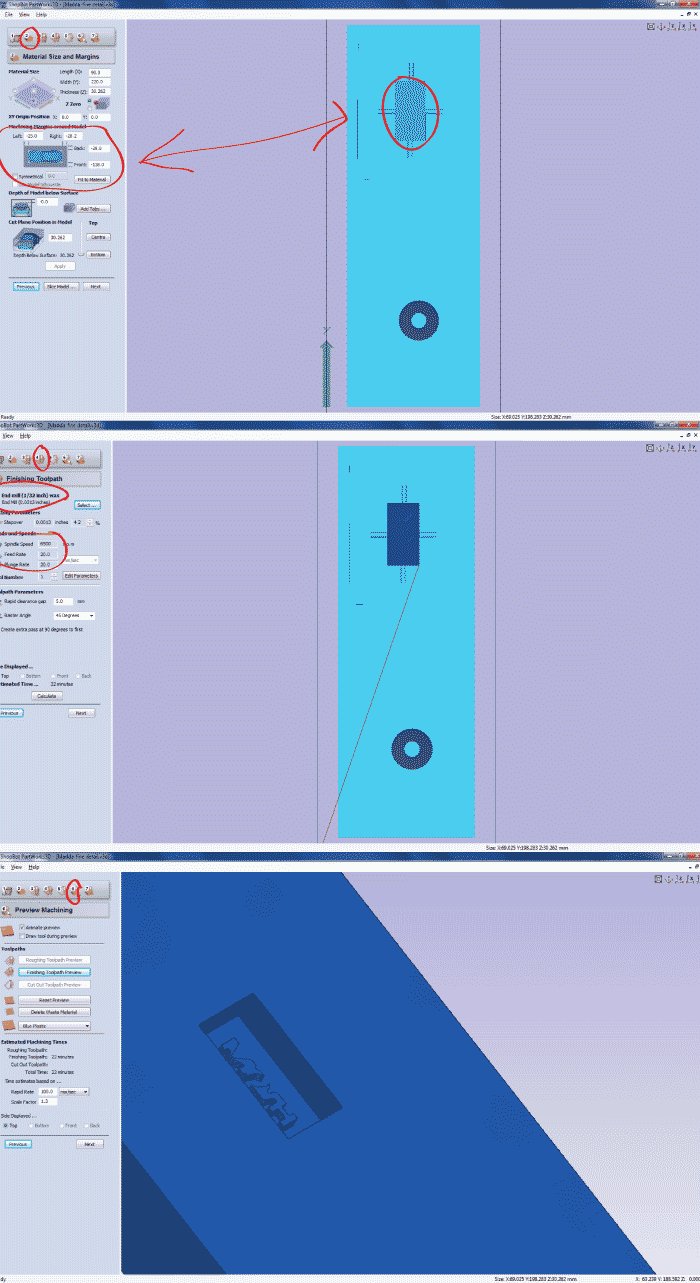
After I finished the rough cutting my instructor and I realized that there was a problem. The tool that I had picked for the finish was too big and I would loose all the details. We also realized that my mold was too deep so once I would put in the right tool 1/32 of an inch, the machine would not be able to reach all the way down without hitting the main material. We solved this by creating a new file with a new finish where we would only do a finishing cut on the stamp itself. Here are my settings for that.
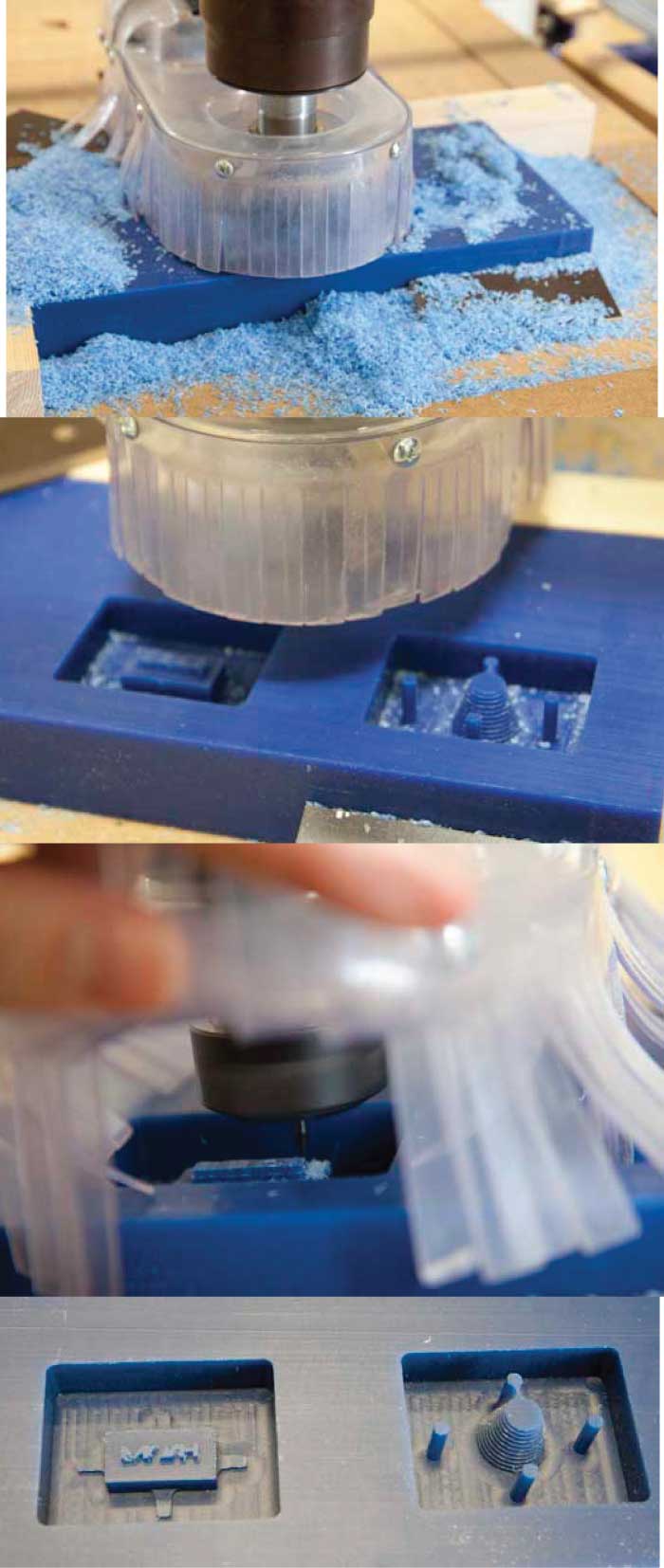
Now my mold is ready so I want to try first in drystone before I make a mold for tin. I use different silicone for that since heat is not an issue.
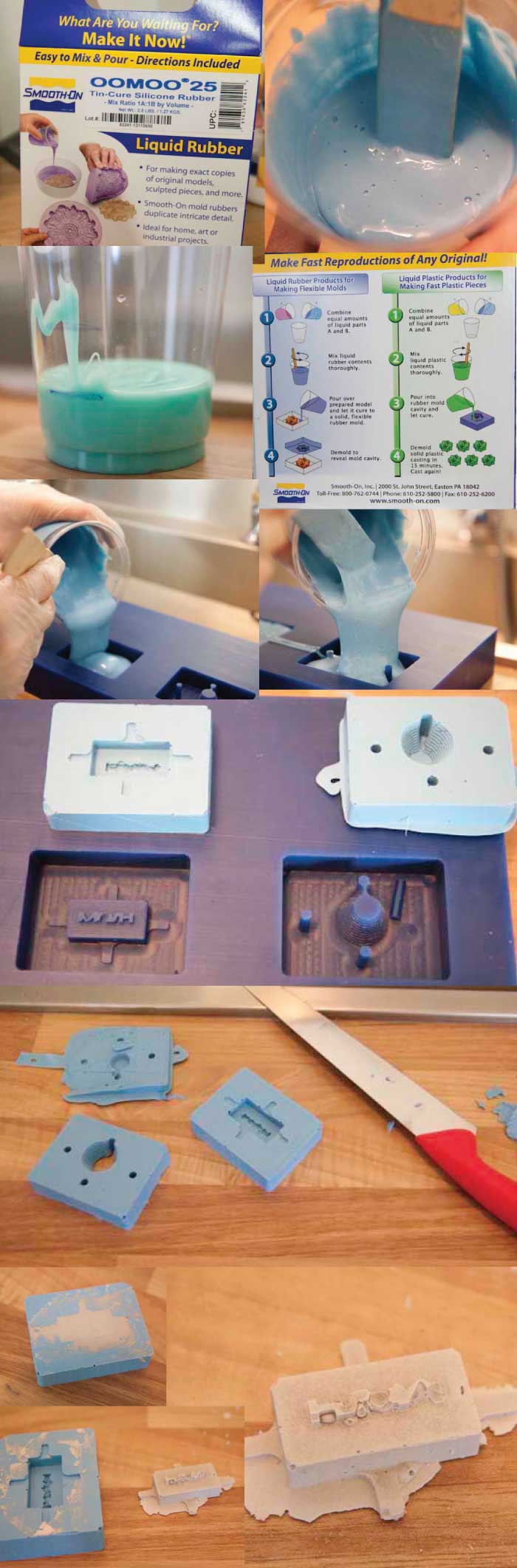
As predicted the results were not very good but my mold didn´t come out very good since there were air bubbles in the letters them self. I think I poured the silicone too fast into the mold. I going to make another mold for tin so I´ll be more careful this time.

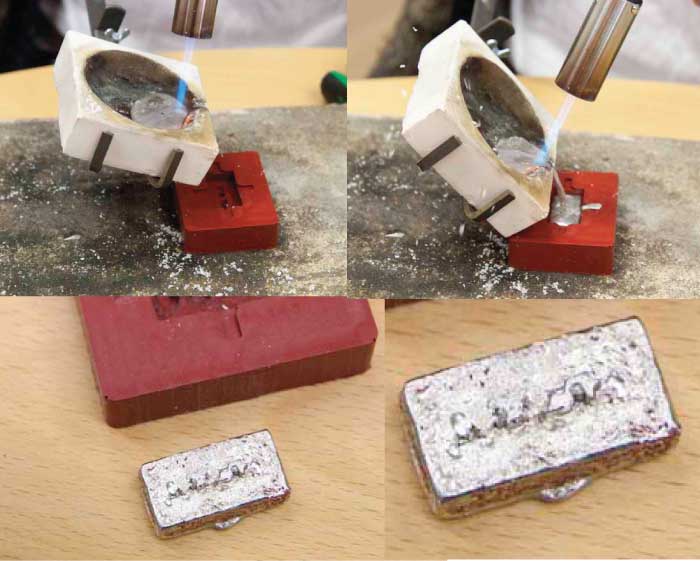
Then I put my mold together and tied rubber bands around it in order to hold it together. I bought some tin and I have all the gear since I´m in silversmithing. First I burn borax in the bowl to burn away all dirt and then I melt the tin and pour it in the mold.

The result was not very pleasing and the logo gets completly lost. I tried pouring it in only the logo part of the mold.
That didn´t work either so I poured some drystone casting in that same mold very carefully and I used a toothpick to get rid bubbles.

That is not very good so I would have to redesign my Rhino file in order for it to work. I think I need the logo to be lower maybe just 1mm. I went straight up with the logo but I might have to chamfer the edges in order to have no bubbles.